



AK164 Mașină de strung cnc de tip elvețian cu 4 axe
Caracteristica lui AK164
1. Viteză mare, precizie ridicată și eficiență ridicată: Dispunerea sculei este optimă, iar sistemul de control adoptă procesare de calcul de mare viteză pentru a minimiza timpul de schimbare a sculei, pentru a obține cea mai bună poziționare și pentru a minimiza timpul auxiliar.
2. Stabilitate ridicată: șina de ghidare și structura de deschidere sunt lărgite, iar dispozitivul de blocare a frânei după indexarea axei principale/secundare îmbunătățește stabilitatea atunci când piesa de prelucrat este prelucrată.
3. Configurație înaltă: Configurația uneltelor cu mai multe axe este bogată, iar unealta electrică este standard, ceea ce extinde foarte mult domeniul de procesare și satisface procesarea complexă a pieselor complexe.
4. Rigiditate ridicată: grosimea peretelui turnării patului, deschiderea largă a șinei de ghidare, rigiditatea și expansibilitatea mașinii-unelte.Tăierea grea este superioară altor mașini-unelte și are avantaje evidente în prelucrarea oțelului, oțelului aliat, oțelului inoxidabil etc.
Specificație
| Descrie | Unitate | AK164 | |||
| Mecanic | Sistem de control |
| Fanuc 0i | Syntec | |
| Diametru maxim de prelucrare | mm | ¢16 | |||
| Accident vascular cerebral | mm | 150 | |||
| RPM axul principal/axul secundar | rpm | 10000/8000 | 6000/6000 | ||
| Viteza de trecere rapidă | m/min | 24 | |||
| Instrumente | Instrumente OD | ea | 6×[□12×12] | ||
| Unelte de lucru frontale | ea | 3×[Ø25-ER16] | |||
| Unelte conduse încrucișate | ea | 3[ER16] | |||
| Instrumente back end (fixe) | ea | / | / | ||
| Motoare | Motor ax | kw | 3,7/5,5 | 3.7 | |
| Motor sub ax | kw | 0,55/1,1 | 0,4 | ||
| Condus | kw | 0,75 | |||
| Cruce | kw | 0,5 | |||
| Motor lichid de răcire | kw | 0,25 | |||
| Alții | Capacitate rezervor lichid de răcire | L | 180 | ||
| Capacitatea rezervorului de lubrifiere | L | 1.8 | |||
| Înălțimea de la podea la centrul axului | mm | 1050 | |||
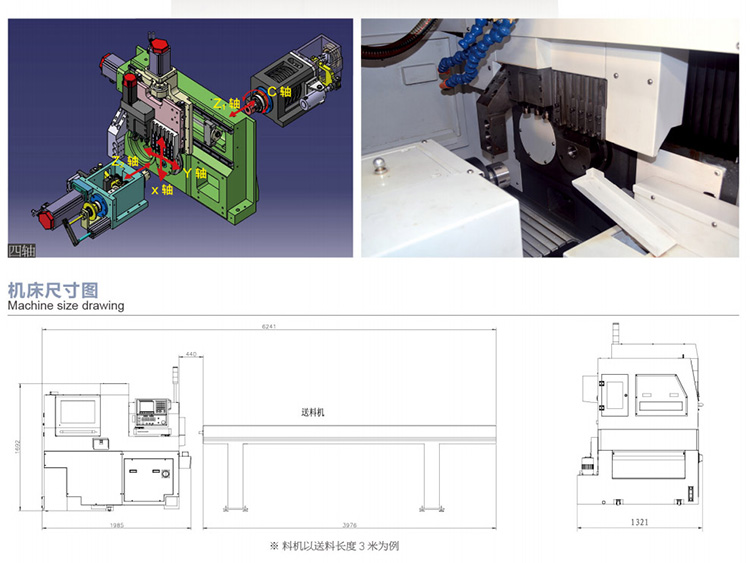
| Dimensiune | (L) | mm | 1985 | ||
| (W) | mm | 1321 | |||
| (H) | mm | 1692 | |||
| Greutate | kg | 3000 | |||
| Control NC | Axe controlabile | 5 axe/4 axe | |||
| LCD | LCD 8.4" | ||||
| Parametrii standard de sistem | Standard | ||||
| Tapotare rigidă | Standard | ||||
| Roata de mână | Standard | ||||
| Control sincron/hibrid | Standard | ||||
| Interpolare elicoidală | Standard | ||||
Aplicarea mașinii de strung CNC de tip elvețian AK164
Este potrivit pentru industrii precum automobile, electronice, comunicații, IT, medical, militar, aviație, hardware, mașini și accesorii hidraulice.Se caracterizează prin capacitatea de a produce cantități mari, precizie ridicată și piese complexe de dimensiuni mici și mijlocii.


Avantaje tehnice
1) Tendința de adoptare a axului electric încorporat de mare viteză devine din ce în ce mai evidentă, iar viteza maximă a axului a ajuns la 12500rpm/min.
2) Feedback-ul buclei de viteză/poziție adoptă noi componente, cum ar fi rețeaua încorporată de înaltă rezoluție sau magnetică, care are o precizie mai mare de control al rotației și feedback-ului.
3) Structura opusă de pânză cu două axuri poate finaliza prelucrarea în secvență completă într-o singură prindere, reducând eficiența și problemele de precizie de prelucrare cauzate de strângerea secundară a piesei de prelucrat și îmbunătățind eficiența prelucrării.
4) Controlul cu mai multe axe și tehnologia de legătură cu mai multe axe îmbunătățesc capacitatea mașinilor-unelte de a procesa piese complexe și eficiența prelucrării.Numărul de axe de control ale mașinii-unelte este de șapte, iar numărul de unelte fără motor și unelte cu motor este mai mare de 20.
5) Configurare automată abundentă pentru a atinge obiectivul operațiunii și gestionării cu mai multe mașini cu un singur om, în plus față de transportoarele tradiționale cu bare, transportoare de așchii etc., cum ar fi receptorul piesei de prelucrat lung/scurt, instrumentul de setare automată a sculei, identificarea inteligentă a piesei de prelucrat , piesa de prelucrat Detectarea automată pop-up, detectarea ruperii sculei etc. au fost implementate cu succes în produse pentru a îmbunătăți nivelul de automatizare și monitorizare a mașinilor-unelte.
Inspectia calitatii
Compania formulează și implementează standarde stricte de control intern pentru managementul calității pentru a realiza o monitorizare strictă a întregului proces de proiectare și fabricație a mașinilor-unelte.
45 de articole de inspecție și testare, 632 de puncte de control al calității, 48 de ore pentru a ajusta testul de procesare a sarcinii de cursă completă, folosind trei coordonate.
Instrument de măsurare, interferometru cu laser F britanic ERNISHAW, instrument de echilibru dinamic japonez SIGMA și alte echipamente de testare de precizie de top din lume, garanție.
Controlul precis al tuturor detaliilor mașinii-unelte.

Categorii de produse
-

Mașină de reparare a jantelor din aliaj cu tăiere cu diamant Awr22...
-

Echipament de lustruire a roților tăiate cu diamant AWR32 China...
-

Mașină de ferăstrău cu bandă cnc GB4250 China CE pentru metal...
-

VMC550 Centuri de prelucrare verticală cnc metal cu 3 axe...
-

VMC850 chinezesc 3 axe vertical cnc cnc vertical ...
-

ck6150 Mașină electrică cnc cu 4 stații de înaltă precizie...





